Das primotec phaser Schweißgerät mit gepulster Mikro-Lichtbogen-Technologie wurde entwickelt um alle zahntechnischen Schweißaufgaben einfach, schnell und zuverlässig ausführen zu können. Mehr Info ...

mit der neuen phaser Gerätegeneration wird dentales Schweißen noch einfacher,
noch vielseitiger und – gerade bei kritischen Legierungen – noch materialgerechter.
-
 phaser mx2
phaser mx2Das komfortable Allroundgerät in einer besonders kompakten Gerätekonfiguration.
-
 phaser mx2
phaser mx2Form follows function
Das ansprechende Design harmoniert nahtlos mit dem durchdachten Bedienkonzept. -
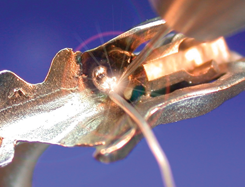
 Besonders saubere und oxidfreie Schweißpunkte
Besonders saubere und oxidfreie Schweißpunkteaufgrund der präzisen Schutzgasführung direkt durch das Handstück
-
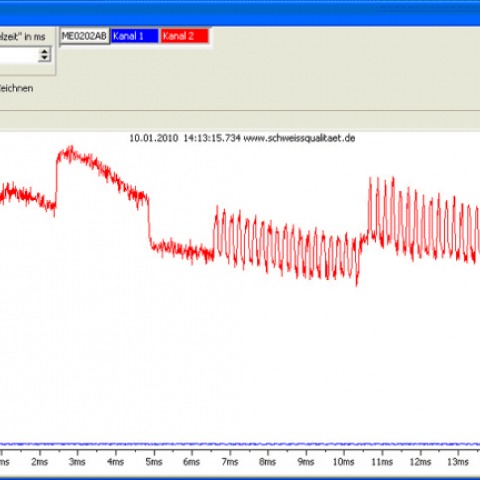
 Optimierte Pulsformtechnologie
Optimierte Pulsformtechnologiefür noch stabilere und bessere Schweißpunkte
-
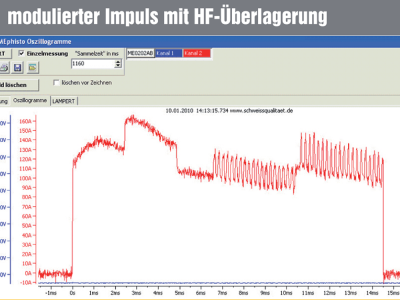 Erstmals für das Mikroimpulsschweißen eingesetzt:
Erstmals für das Mikroimpulsschweißen eingesetzt:Hochfrequenz-Impulsüberlagerung für noch glattere und dichtere Schweißpunkte
-
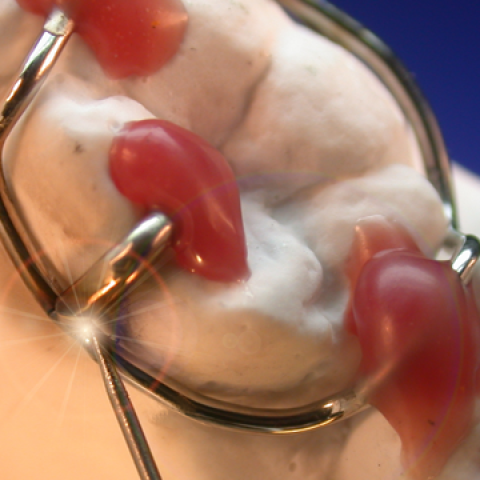
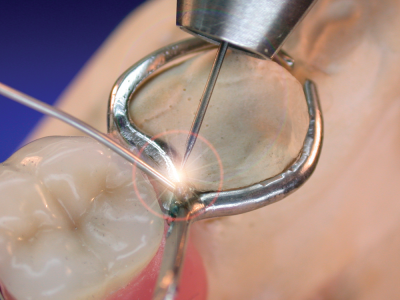 Sehr geringe WärmeeinflusszoneIm Gegensatz zum Löten ist die Wärmeeinflusszone beim phaserschweißen so gering, dass problemlos in unmittelbarer Nähe von Verblendungen oder Kunststoffsätteln gearbeitet werden kann.
Sehr geringe WärmeeinflusszoneIm Gegensatz zum Löten ist die Wärmeeinflusszone beim phaserschweißen so gering, dass problemlos in unmittelbarer Nähe von Verblendungen oder Kunststoffsätteln gearbeitet werden kann. -
 Maximale Flexibilität
Maximale Flexibilitätdenn das Handstück kann frei beweglich oder fest im Handstückhaltearm eingesetzt werden
-
 Sicheres Zünden im Mikrobereichbei gleichzeitig hoher Leistungsreserve in der Spitze
Sicheres Zünden im Mikrobereichbei gleichzeitig hoher Leistungsreserve in der Spitze








-
phaser mx2
Das komfortable Allroundgerät in einer besonders kompakten Gerätekonfiguration.
-
phaser mx2
Form follows function
Das ansprechende Design harmoniert nahtlos mit dem durchdachten Bedienkonzept. -
Besonders saubere und oxidfreie Schweißpunkte
aufgrund der präzisen Schutzgasführung direkt durch das Handstück
-
Optimierte Pulsformtechnologie
für noch stabilere und bessere Schweißpunkte
-
Erstmals für das Mikroimpulsschweißen eingesetzt:
Hochfrequenz-Impulsüberlagerung für noch glattere und dichtere Schweißpunkte
-
Sehr geringe WärmeeinflusszoneIm Gegensatz zum Löten ist die Wärmeeinflusszone beim phaserschweißen so gering, dass problemlos in unmittelbarer Nähe von Verblendungen oder Kunststoffsätteln gearbeitet werden kann.
-
Maximale Flexibilität
denn das Handstück kann frei beweglich oder fest im Handstückhaltearm eingesetzt werden
-
Sicheres Zünden im Mikrobereichbei gleichzeitig hoher Leistungsreserve in der Spitze
Anwendungsgebiete
Großes Anwendungsspektrum:
Mit dem primotec phaser Mikroimpulsschweißgerät können:
- alle zahntechnischen Neuanfertigungen oder Reparaturen
- alle Dental Legierungen und Monometalle (Titan)
- auch unterschiedliche Legierungen (Hybrid, z.B. „Gold an Stahl“)
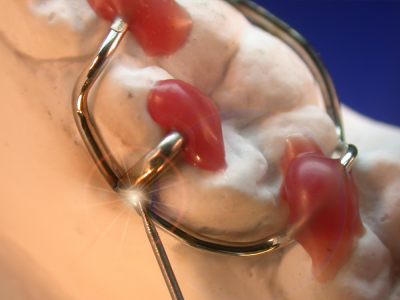
- viele Schweißaufgaben an kieferorthopädischen Geräten
einfach, sicher und zuverlässig geschweißt werden.
Die 10 voreingestellten Programme der phaser Geräte decken alle gängigen Legierungstypen und Schweißsituationen im dentalen Bereich ab. Legierungen die bisher als „schwierig zu schweißen" galten, wie z.B. Palladium-Silber sind optimal vorprogrammiert und stellen kein Problem mehr dar.
Auch Schweißen in der KFO ist mithilfe des phasers ohne Probleme möglich. Und sollte die zu schweißende Situation noch geringere Energiemengen benötigen, bietet der neue Mikromodus auch dafür eine Lösungsmöglichkeit.
Vorteile



Anwendungsbilder












Innovationen





Produktfotos






Großes Anwendungsspektrum:
Mit dem primotec phaser Mikroimpulsschweißgerät können:
- alle zahntechnischen Neuanfertigungen oder Reparaturen
- alle Dental Legierungen und Monometalle (Titan)
- auch unterschiedliche Legierungen (Hybrid, z.B. „Gold an Stahl“)
- viele Schweißaufgaben an kieferorthopädischen Geräten
einfach, sicher und zuverlässig geschweißt werden.
Die 10 voreingestellten Programme der phaser Geräte decken alle gängigen Legierungstypen und Schweißsituationen im dentalen Bereich ab. Legierungen die bisher als „schwierig zu schweißen" galten, wie z.B. Palladium-Silber sind optimal vorprogrammiert und stellen kein Problem mehr dar.
Auch Schweißen in der KFO ist mithilfe des phasers ohne Probleme möglich. Und sollte die zu schweißende Situation noch geringere Energiemengen benötigen, bietet der neue Mikromodus auch dafür eine Lösungsmöglichkeit.
Technik Tipps Nützliche Tipps für Ihren Workflow
Besonders Palladium-Silber Legierungen sowie Kobalt-Chrom Legierungen mit relativ hohem Kohlenstoffgehalt gelten als schwer schweißbar. Durch das nahezu eutektische Verhalten dieser Legierungstypen kommt es leicht zu Mikrorissen im Schweißpunkt.
Diese Gefahr ist durch die spezielle Pulsform mit HF-Überlagerung der voreingestellten phaser-Programme für diese Legierungs-typen weitgehend gebannt. Soll allerdings bei der Schweißaufgabe Material zugeführt werden, ist darauf zu achten, dass bei Palladium-Silber Legierungen immer hochgoldhaltiger Zulegedraht verwendet wird. Bei Kobalt-Chrom Legierungen muss der Draht zwingend kohlenstofffrei sein.
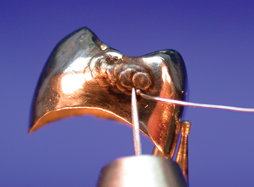
Der Winkel in dem die Wolframelektrode die Schweißstelle berührt, beeinflusst wesentlich die Eindringtiefe. Maximale Penetration wird erreicht wenn die Elektrode im 90° Winkel zum Werkstück angesetzt wird.
ArbeitsablaufDie Arbeitsabfolge bei Standardanwendungen
HintergrundNützliche Hintergrundinfos
Für die Herstellung der primotec phaser Mikroimpulsschweißgeräte kommt nur modernste Hochleistungselektronik zur Verwendung. Kombiniert mit präziser und zuverlässiger Feinmechanik entstehen so Schweißgeräte von höchster Langlebigkeit.
Von höchster Langlebigkeit und Biokompatibilität ist auch die phaser Schweißverbindung, denn es wird ausschließlich mit artgleichem Zulegematerial gearbeitet. Durch den Verzicht auf problematische Lote werden Materialmix und damit einhergehende Potentialdifferenzen und Spaltkorrosion, sowie daraus resultierende gesundheitliche Belastungen des Patienten von vorneherein vermieden.
Besonders Palladium-Silber Legierungen sowie Kobalt-Chrom Legierungen mit relativ hohem Kohlenstoffgehalt gelten als schwer schweißbar. Durch das nahezu eutektische Verhalten dieser Legierungstypen kommt es leicht zu Mikrorissen im Schweißpunkt.
Diese Gefahr ist durch die spezielle Pulsform mit HF-Überlagerung der voreingestellten phaser-Programme für diese Legierungs-typen weitgehend gebannt. Soll allerdings bei der Schweißaufgabe Material zugeführt werden, ist darauf zu achten, dass bei Palladium-Silber Legierungen immer hochgoldhaltiger Zulegedraht verwendet wird. Bei Kobalt-Chrom Legierungen muss der Draht zwingend kohlenstofffrei sein.
Der Winkel in dem die Wolframelektrode die Schweißstelle berührt, beeinflusst wesentlich die Eindringtiefe. Maximale Penetration wird erreicht wenn die Elektrode im 90° Winkel zum Werkstück angesetzt wird.
Für die Herstellung der primotec phaser Mikroimpulsschweißgeräte kommt nur modernste Hochleistungselektronik zur Verwendung. Kombiniert mit präziser und zuverlässiger Feinmechanik entstehen so Schweißgeräte von höchster Langlebigkeit.
Von höchster Langlebigkeit und Biokompatibilität ist auch die phaser Schweißverbindung, denn es wird ausschließlich mit artgleichem Zulegematerial gearbeitet. Durch den Verzicht auf problematische Lote werden Materialmix und damit einhergehende Potentialdifferenzen und Spaltkorrosion, sowie daraus resultierende gesundheitliche Belastungen des Patienten von vorneherein vermieden.
Bestseller
phaser Bestseller
-
primotec phaser mx3
Bild Steuergerät mit Netzkabel 230 Volt - integriertes Bedienteil mit Dreh-Drück-Kipp-Steller -… mehr lesenx
Steuergerät mit Netzkabel 230 Volt - integriertes Bedienteil mit Dreh-Drück-Kipp-Steller -… mehr lesenxSteuergerät mit Netzkabel 230 Volt
- integriertes Bedienteil mit Dreh-Drück-Kipp-Steller
- Handstück mit integrierter Gasführung
3m Gas-Schlauch
10 Stück Spezial-Wolfram-Elektroden
1 Stück Diamant-Schleifscheibe
1 Stück Reinigungsbürste Messing
1 Stück Anschlusskabel schwarz mit Klemme, 100 cm
1 Stiftschweißadapter-SetStereo-Mikroskop
- mit 10-facher Vergrößerung inkl. elektronischem Blendschutz (Shutter)
- Handstückhaltearm mit Hochleistungs-LED Beleuchtung
- Handauflagen
- 1 Stück Ersatz-Schutzscheibe für Shutter
- AbdeckhaubeArt.-Nr.mx3-1152Preis7.998,00 € -
Gas-Anschluss-Set
Bild Anschluß: W21,8 x 1/14" für DE, AT, BE, CH, HU, KR, CZ,… 200 bar Druckminderer für Argon 4.6 mit… mehr lesenx
Anschluß: W21,8 x 1/14" für DE, AT, BE, CH, HU, KR, CZ,… 200 bar Druckminderer für Argon 4.6 mit… mehr lesenxAnschluß: W21,8 x 1/14" für DE, AT, BE, CH, HU, KR, CZ,…
200 bar Druckminderer für Argon 4.6 mit Druckanzeige und Durchflussmengenmesser (l/m), Schlauchschnellsteckverbindung, weitere Gas-Anschluss-Sets für andere Länder auf Anfrage
--> absolut notwendiges ZubehörArt.-Nr.mx0-0900Preis199,00 € -
Spezial-Wolfram-Elektroden
Bild 10 Stück (Ø 0,6mm)x
10 Stück (Ø 0,6mm)x10 Stück (Ø 0,6mm)
Art.-Nr.mx0-0100Preis59,90 € -
Diamond-Drive (mx3)
Bild Diamantschleifscheibenmotor inkl. Diamandscheibe zum Anspitzen der Wolfram-Elektroden für mx3 (115V… mehr lesenx
Diamantschleifscheibenmotor inkl. Diamandscheibe zum Anspitzen der Wolfram-Elektroden für mx3 (115V… mehr lesenxDiamantschleifscheibenmotor inkl. Diamandscheibe zum Anspitzen der Wolfram-Elektroden für mx3 (115V/230V)
Art.-Nr.mx0-0153Preis299,00 €
Alle Produkte
Alle phaser Produkte
primotec phaser mx3
Steuergerät mit Netzkabel 230 Volt
- integriertes Bedienteil mit Dreh-Drück-Kipp-Steller
- Handstück mit integrierter Gasführung
3m Gas-Schlauch
10 Stück Spezial-Wolfram-Elektroden
1 Stück Diamant-Schleifscheibe
1 Stück Reinigungsbürste Messing
1 Stück Anschlusskabel schwarz mit Klemme, 100 cm
1 Stiftschweißadapter-Set
Stereo-Mikroskop
- mit 10-facher Vergrößerung inkl. elektronischem Blendschutz (Shutter)
- Handstückhaltearm mit Hochleistungs-LED Beleuchtung
- Handauflagen
- 1 Stück Ersatz-Schutzscheibe für Shutter
- Abdeckhaube
Gas-Anschluss-Set
Anschluß: W21,8 x 1/14" für DE, AT, BE, CH, HU, KR, CZ,…
200 bar Druckminderer für Argon 4.6 mit Druckanzeige und Durchflussmengenmesser (l/m), Schlauchschnellsteckverbindung, weitere Gas-Anschluss-Sets für andere Länder auf Anfrage
--> absolut notwendiges Zubehör
Fußschalter

Kabellänge: 185cm
Spezial-Wolfram-Elektroden
10 Stück (Ø 0,6mm)
Spezial-Wolfram-Elektroden für KFO

J O K E R - Schweißassistent

Joker-Schweißassistent Präzisionswerkzeug für verzugfreies Schweißen
Im Lieferumfang enthalten:
- zwei gegossene Co-Cr Spitzen
- 12 Kunststoffspitzen
- Phaser Anschlusskabel mit Stecker
- Gebrauchsanweisung und DVD
Verbindungskabel
für Joker oder Quinto, Kabellänge: 100cm
Diamond-Drive (mx1/mx2)
Diamantschleifscheibenmotor inkl. Diamandscheibe zum Anspitzen der Wolfram-Elektroden für mx1 und mx2 (115V/230V)
Diamond-Drive (mx3)
Diamantschleifscheibenmotor inkl. Diamandscheibe zum Anspitzen der Wolfram-Elektroden für mx3 (115V/230V)
Schweißstifte 1,3mm für Stift-Schweiß-Adapter

Packungsinhalt: 10 Stück (Ø 1,3mm)
Stiftschweißset

Stiftschweißset bestehend aus:
- Stiftschweißadapter und
- 10 Schweißstiften
Flexcontactband mit Kabel

Kabellänge: 100cm
Handauflagen
für mehr Komfort und entspannteres Arbeiten. 2 Stück / Packung
Messingbürste

Diamant Schleifscheibe

mit Mandrell, Ø 19 mm, zum Anspitzen der Wolfram-Elektroden mit einem Labor-Handstück
Diamantscheibe für Diamond-Drive Schleifmotor

Ersatz-Diamantschleifscheibe mit Flansch, Ø 19 mm
Anschlussklemme mit schwarzem Kabel
mit "Krokodil"-Klemme, Kabellänge: 100 cm
Anschlussklemme mit rotem Kabel
mit "Krokodil"-Klemme, Kabellänge: 100 cm
Lötkreuzpinzette mit Anschlusskabel

Kabellänge 70cm
Flachspitzzange mit Anschlusskabel

Kabellänge 70cm
Keramik Feinschweißdüse für das phaser Handstück

mit Keramikeinsatz
Spannzange für das phaser Handstück

Spannmutter für das Phaser Handstück

phaser Bestseller
primotec phaser mx3
Steuergerät mit Netzkabel 230 Volt
- integriertes Bedienteil mit Dreh-Drück-Kipp-Steller
- Handstück mit integrierter Gasführung
3m Gas-Schlauch
10 Stück Spezial-Wolfram-Elektroden
1 Stück Diamant-Schleifscheibe
1 Stück Reinigungsbürste Messing
1 Stück Anschlusskabel schwarz mit Klemme, 100 cm
1 Stiftschweißadapter-Set
Stereo-Mikroskop
- mit 10-facher Vergrößerung inkl. elektronischem Blendschutz (Shutter)
- Handstückhaltearm mit Hochleistungs-LED Beleuchtung
- Handauflagen
- 1 Stück Ersatz-Schutzscheibe für Shutter
- Abdeckhaube
Gas-Anschluss-Set
Anschluß: W21,8 x 1/14" für DE, AT, BE, CH, HU, KR, CZ,…
200 bar Druckminderer für Argon 4.6 mit Druckanzeige und Durchflussmengenmesser (l/m), Schlauchschnellsteckverbindung, weitere Gas-Anschluss-Sets für andere Länder auf Anfrage
--> absolut notwendiges Zubehör
Spezial-Wolfram-Elektroden
10 Stück (Ø 0,6mm)
Diamond-Drive (mx3)
Diamantschleifscheibenmotor inkl. Diamandscheibe zum Anspitzen der Wolfram-Elektroden für mx3 (115V/230V)
Alle phaser Produkte
primotec phaser mx3
Steuergerät mit Netzkabel 230 Volt
- integriertes Bedienteil mit Dreh-Drück-Kipp-Steller
- Handstück mit integrierter Gasführung
3m Gas-Schlauch
10 Stück Spezial-Wolfram-Elektroden
1 Stück Diamant-Schleifscheibe
1 Stück Reinigungsbürste Messing
1 Stück Anschlusskabel schwarz mit Klemme, 100 cm
1 Stiftschweißadapter-Set
Stereo-Mikroskop
- mit 10-facher Vergrößerung inkl. elektronischem Blendschutz (Shutter)
- Handstückhaltearm mit Hochleistungs-LED Beleuchtung
- Handauflagen
- 1 Stück Ersatz-Schutzscheibe für Shutter
- Abdeckhaube
Gas-Anschluss-Set
Anschluß: W21,8 x 1/14" für DE, AT, BE, CH, HU, KR, CZ,…
200 bar Druckminderer für Argon 4.6 mit Druckanzeige und Durchflussmengenmesser (l/m), Schlauchschnellsteckverbindung, weitere Gas-Anschluss-Sets für andere Länder auf Anfrage
--> absolut notwendiges Zubehör
Fußschalter
Kabellänge: 185cm
Spezial-Wolfram-Elektroden
10 Stück (Ø 0,6mm)
Spezial-Wolfram-Elektroden für KFO
J O K E R - Schweißassistent
Joker-Schweißassistent Präzisionswerkzeug für verzugfreies Schweißen
Im Lieferumfang enthalten:
- zwei gegossene Co-Cr Spitzen
- 12 Kunststoffspitzen
- Phaser Anschlusskabel mit Stecker
- Gebrauchsanweisung und DVD
Verbindungskabel
für Joker oder Quinto, Kabellänge: 100cm
Diamond-Drive (mx1/mx2)
Diamantschleifscheibenmotor inkl. Diamandscheibe zum Anspitzen der Wolfram-Elektroden für mx1 und mx2 (115V/230V)
Diamond-Drive (mx3)
Diamantschleifscheibenmotor inkl. Diamandscheibe zum Anspitzen der Wolfram-Elektroden für mx3 (115V/230V)
Schweißstifte 1,3mm für Stift-Schweiß-Adapter
Packungsinhalt: 10 Stück (Ø 1,3mm)
Stiftschweißset
Stiftschweißset bestehend aus:
- Stiftschweißadapter und
- 10 Schweißstiften
Flexcontactband mit Kabel
Kabellänge: 100cm
Handauflagen
für mehr Komfort und entspannteres Arbeiten. 2 Stück / Packung
Messingbürste
Diamant Schleifscheibe
mit Mandrell, Ø 19 mm, zum Anspitzen der Wolfram-Elektroden mit einem Labor-Handstück
Diamantscheibe für Diamond-Drive Schleifmotor
Ersatz-Diamantschleifscheibe mit Flansch, Ø 19 mm
Anschlussklemme mit schwarzem Kabel
mit "Krokodil"-Klemme, Kabellänge: 100 cm
Anschlussklemme mit rotem Kabel
mit "Krokodil"-Klemme, Kabellänge: 100 cm
Lötkreuzpinzette mit Anschlusskabel
Kabellänge 70cm
Flachspitzzange mit Anschlusskabel
Kabellänge 70cm
Keramik Feinschweißdüse für das phaser Handstück
mit Keramikeinsatz
Spannzange für das phaser Handstück
Spannmutter für das Phaser Handstück
Downloads
Veröffentlichungen
FAQ´s
Welche Legierungen bzw. Metalle können geschweißt werden?
- Alle Edelmetalllegierungen aus Gold, Silber, Platin und Palladium.
- Kobalt-Chrom-Legierungen, Titan und Edelstahl.
- mit Einschränkung (abhängig von den Legierungen) Aluminium, Edelstahl, Zinn und
- die meisten Messinglegierungen.
Verhalten sich alle Legierungen beim Schweißen gleich?
- Nein – Das Schweißergebnis ist vom Schmelzintervall der Legierungen und von deren Wärmeleitfähigkeit abhängig. Je niedriger z.B. die Wärmeleitfähigkeit einer Legierung ist, desto weniger Energie (Leistung x Impulsdauer) muss aufgewendet werden, um sie zu schmelzen.
Kann man direkt neben Kunststoff und Keramik schweißen?
- Ja – die Wärmeeinflusszone beim Schweißen mit dem primotec phaser mx2 ist vergleichbar der Wärmeentwicklung beim Laserschweißen.
Kann man auch ohne Schutzgas schweißen?
- Ja – Schweißen ohne Schutzgas bewirkt jedoch eine starke Oxidation und Russbildung an der Schweißstelle.
Die Schweißpunkte werden porig und verlieren an Festigkeit.
Kann man auch andere Schutzgase als Argon 4.6 verwenden?
- Grundsätzlich ja. Wir empfehlen jedoch Argon 4.6, da wir damit die besten Erfahrungen gemacht haben.
Wieviel Gas wird beim Schweißen verbraucht?
- Pro Schweißpunkt werden etwa 0,1 bis 0,2 Liter Gas verbraucht. In einer 10 Liter Flasche sind 2.000 Liter Gas enthalten. Das ergibt weit mehr als 10.000 Schweißungen pro Füllung.
Kann man Zulegematerial verwenden?
- Ja – Wir empfehlen Zulegedraht aus artgleichem Material mit einer Stärke von 0,35mm bis 0,50mm.
Kann man Lot zuführen?
- Nein – Lot neigt aufgrund seiner niedrig schmelzenden Bestandteile zum „Verbrennen“. Aus diesem Grund sollte man auch nicht an Lötstellen schweißen.
Wie tief dringen die Schweißpunkte in das Material ein?
- Die Eindringtiefe ist von der eingestellten Schweißenergie (Leistung x Impulsdauer), der Wärmeleitfähigkeit des zu schweißenden Materials und dem Anhaltewinkel der Spitze abhängig.
D.h. je höher die Schweißenergie und je niedriger die Wärmeleitfähigkeit, desto tiefer dringt der Schweißpunkt ein.
Kann man verschiedene Legierungen verschweißen?
- Ja – Es können sogar Legierungen mit sehr unterschiedlichen Eigenschaften verschweißt werden. z.B. Gold- mit Kobalt-Chrom-Legierungen.
Können in den Schweißpunkten Wolframpartikel der Elektrodenspitze enthalten sein?
- Bei unkorrekter Bedienung des phaser mx2 ist es nicht völlig auszuschließen, dass Wolframpartikel in den Schweißpunkt gelangen könnten. Bei korrekter Bedienung des Gerätes ist dies jedoch sehr unwahrscheinlich.
Wie dünn darf das zu schweißende Material sein?
- Je nach Material sollte eine Mindestschichtstärke 0,1 bis 0,2mm vorhanden sein.
Welche Betriebs- und Wartungskosten sind zu erwarten?
- Eine Wartung des Gerätes ist nicht notwendig.
Im normalen Betrieb entstehen nur geringe Kosten für Schutzgas und durch die Abnutzung der Elektroden.
Wieviele Schweißpunkte sind mit einer Elektrode möglich?
- Da die Wolfram-Elektroden durch das notwendige Nachschleifen der Spitze mit der Zeit an Länge verlieren ist die Lebensdauer auf ca. 1.200 Schweißpunkte pro Elektrode begrenzt.
Welche Legierungen bzw. Metalle können geschweißt werden?
- Alle Edelmetalllegierungen aus Gold, Silber, Platin und Palladium.
- Kobalt-Chrom-Legierungen, Titan und Edelstahl.
- mit Einschränkung (abhängig von den Legierungen) Aluminium, Edelstahl, Zinn und
- die meisten Messinglegierungen.
Verhalten sich alle Legierungen beim Schweißen gleich?
- Nein – Das Schweißergebnis ist vom Schmelzintervall der Legierungen und von deren Wärmeleitfähigkeit abhängig. Je niedriger z.B. die Wärmeleitfähigkeit einer Legierung ist, desto weniger Energie (Leistung x Impulsdauer) muss aufgewendet werden, um sie zu schmelzen.
Kann man direkt neben Kunststoff und Keramik schweißen?
- Ja – die Wärmeeinflusszone beim Schweißen mit dem primotec phaser mx2 ist vergleichbar der Wärmeentwicklung beim Laserschweißen.
Kann man auch ohne Schutzgas schweißen?
- Ja – Schweißen ohne Schutzgas bewirkt jedoch eine starke Oxidation und Russbildung an der Schweißstelle.
Die Schweißpunkte werden porig und verlieren an Festigkeit.
Kann man auch andere Schutzgase als Argon 4.6 verwenden?
- Grundsätzlich ja. Wir empfehlen jedoch Argon 4.6, da wir damit die besten Erfahrungen gemacht haben.
Wieviel Gas wird beim Schweißen verbraucht?
- Pro Schweißpunkt werden etwa 0,1 bis 0,2 Liter Gas verbraucht. In einer 10 Liter Flasche sind 2.000 Liter Gas enthalten. Das ergibt weit mehr als 10.000 Schweißungen pro Füllung.
Kann man Zulegematerial verwenden?
- Ja – Wir empfehlen Zulegedraht aus artgleichem Material mit einer Stärke von 0,35mm bis 0,50mm.
Kann man Lot zuführen?
- Nein – Lot neigt aufgrund seiner niedrig schmelzenden Bestandteile zum „Verbrennen“. Aus diesem Grund sollte man auch nicht an Lötstellen schweißen.
Wie tief dringen die Schweißpunkte in das Material ein?
- Die Eindringtiefe ist von der eingestellten Schweißenergie (Leistung x Impulsdauer), der Wärmeleitfähigkeit des zu schweißenden Materials und dem Anhaltewinkel der Spitze abhängig.
D.h. je höher die Schweißenergie und je niedriger die Wärmeleitfähigkeit, desto tiefer dringt der Schweißpunkt ein.
Kann man verschiedene Legierungen verschweißen?
- Ja – Es können sogar Legierungen mit sehr unterschiedlichen Eigenschaften verschweißt werden. z.B. Gold- mit Kobalt-Chrom-Legierungen.
Können in den Schweißpunkten Wolframpartikel der Elektrodenspitze enthalten sein?
- Bei unkorrekter Bedienung des phaser mx2 ist es nicht völlig auszuschließen, dass Wolframpartikel in den Schweißpunkt gelangen könnten. Bei korrekter Bedienung des Gerätes ist dies jedoch sehr unwahrscheinlich.
Wie dünn darf das zu schweißende Material sein?
- Je nach Material sollte eine Mindestschichtstärke 0,1 bis 0,2mm vorhanden sein.
Welche Betriebs- und Wartungskosten sind zu erwarten?
- Eine Wartung des Gerätes ist nicht notwendig.
Im normalen Betrieb entstehen nur geringe Kosten für Schutzgas und durch die Abnutzung der Elektroden.
Wieviele Schweißpunkte sind mit einer Elektrode möglich?
- Da die Wolfram-Elektroden durch das notwendige Nachschleifen der Spitze mit der Zeit an Länge verlieren ist die Lebensdauer auf ca. 1.200 Schweißpunkte pro Elektrode begrenzt.