the primotec dental phaser welders based on pulsed micro arc technology are optimized for easy, fast and reliable welding of all types of dental welding jobs. More info...

welding ALL dental alloys, including Palladium-Silver, even
easier, even more gentle and even more versatile.
-
 phaser mx3-1152
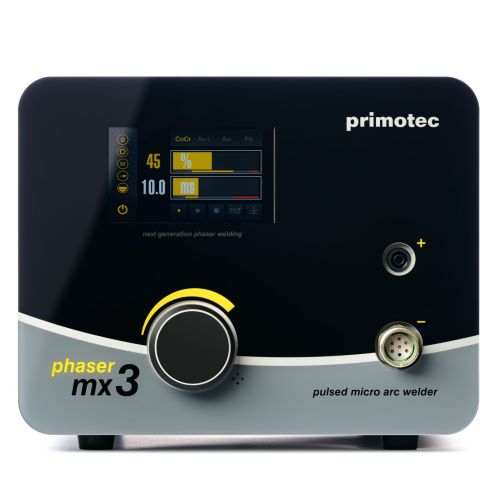
phaser mx3-1152the convenient all-rounder in a newly designed, particularly compact configuration.
-
 phaser mx3-1152
phaser mx3-1152Form follows function
the appealing design harmonizes seamlessly with the sophisticated operating concept. -
 Very clean and oxide free weldsdue to the Argon gas being led precisely to the welding area right through the handpiece.
Very clean and oxide free weldsdue to the Argon gas being led precisely to the welding area right through the handpiece. -
 Further improved pulse shaping technologyfor even stronger and cleaner welds
Further improved pulse shaping technologyfor even stronger and cleaner welds -
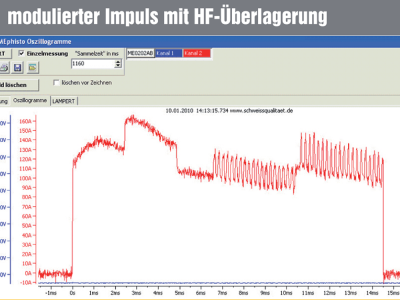 First time applied for dental welding
First time applied for dental weldinghigh frequency pulse overlapping for even smoother and denser welds
-
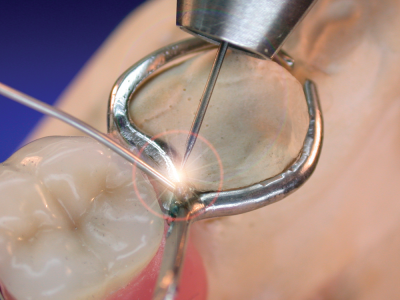 Very small heat affected zone
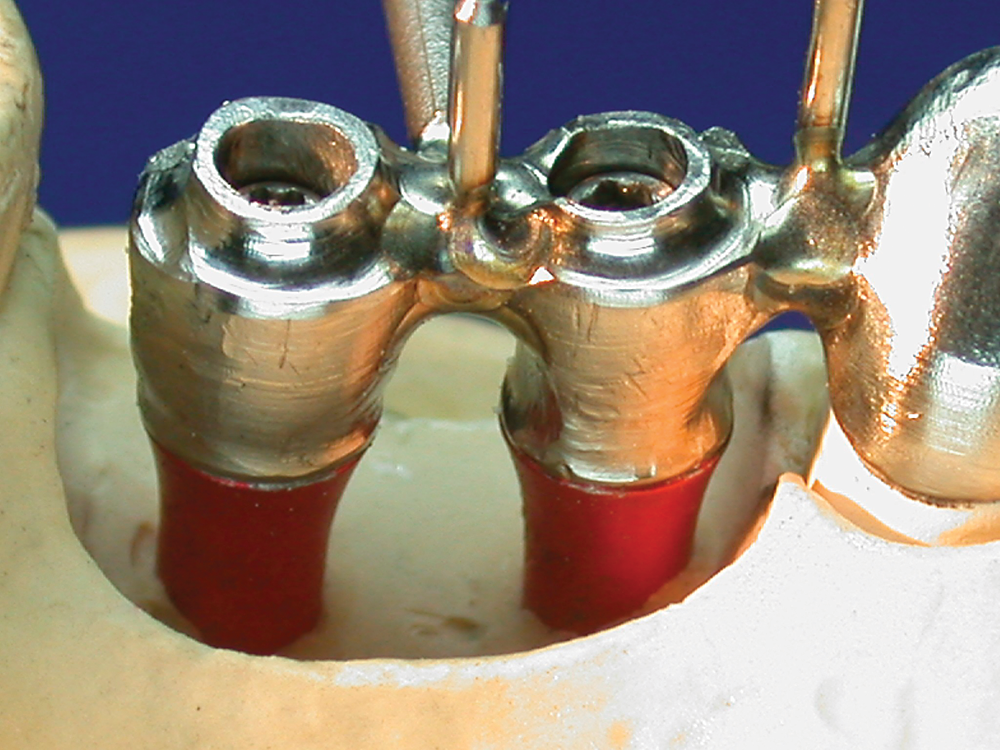
Very small heat affected zoneOne of the great advantages of phaser welding over soldering is the very small heat affected zone which allows welding right next to porcelain or acrylic.
-
 Maximum flexibilityas the handpiece can be either free to move or fixed in the handpiece holding arm.
Maximum flexibilityas the handpiece can be either free to move or fixed in the handpiece holding arm. -
 Most reliable ignition in the micro level
Most reliable ignition in the micro levelat the same time high power reserve at the high end.








-
phaser mx3-1152
the convenient all-rounder in a newly designed, particularly compact configuration.
-
phaser mx3-1152
Form follows function
the appealing design harmonizes seamlessly with the sophisticated operating concept. -
Very clean and oxide free weldsdue to the Argon gas being led precisely to the welding area right through the handpiece.
-
Further improved pulse shaping technologyfor even stronger and cleaner welds
-
First time applied for dental welding
high frequency pulse overlapping for even smoother and denser welds
-
Very small heat affected zone
One of the great advantages of phaser welding over soldering is the very small heat affected zone which allows welding right next to porcelain or acrylic.
-
Maximum flexibilityas the handpiece can be either free to move or fixed in the handpiece holding arm.
-
Most reliable ignition in the micro level
at the same time high power reserve at the high end.
uses
Wide range of applications:
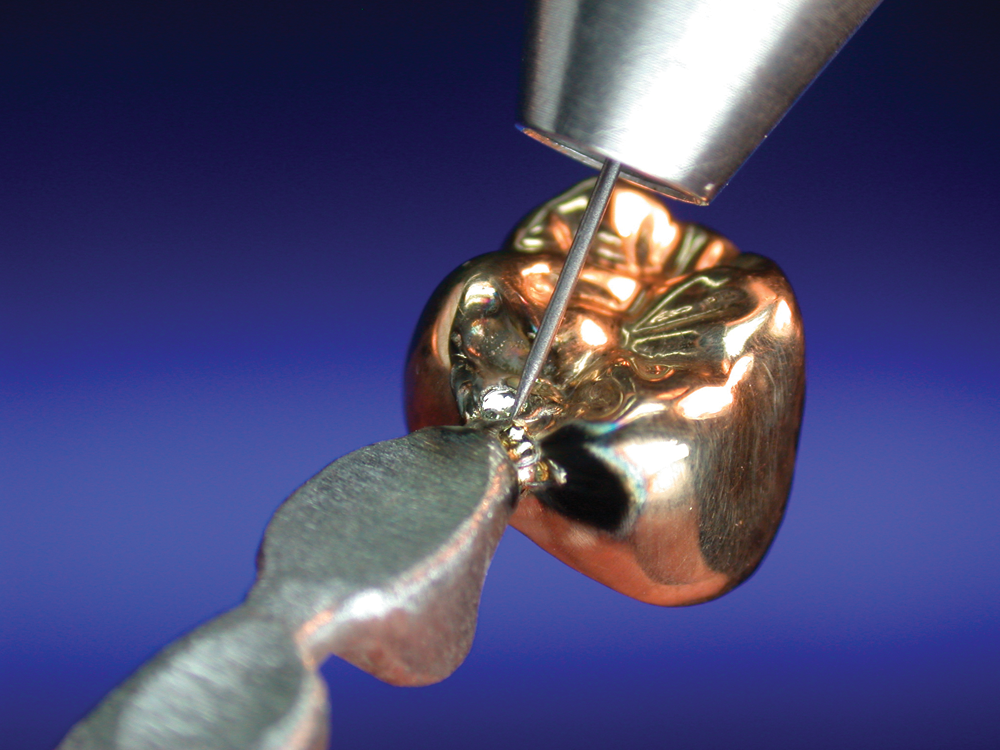
With the primotec phaser micro impulse welding device you can weld:
- all new dental products or repairs
- all dental alloys and monometals (titanium)
- also different alloys (hybrid, e.g. "gold on steel")
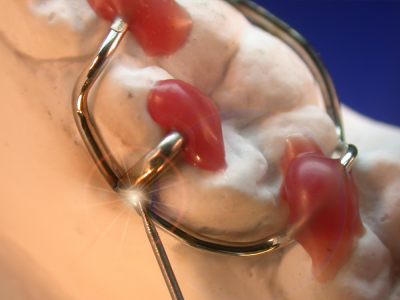
- many welding tasks on orthodontic appliances
easily, safely and reliably.
The 10 preset programs of the phaser devices cover all common alloy types and welding situations in the dental field. Alloys that were previously considered "difficult to weld", such as palladium-silver, are optimally pre-programmed and no longer pose a problem.
Welding in orthodontics is also possible without any problems using the phaser. And if the situation to be welded requires even lower amounts of energy, the new micro mode also offers a solution for this.
advantages



case pictures




innovations





product pictures






Wide range of applications:
With the primotec phaser micro impulse welding device you can weld:
- all new dental products or repairs
- all dental alloys and monometals (titanium)
- also different alloys (hybrid, e.g. "gold on steel")
- many welding tasks on orthodontic appliances
easily, safely and reliably.
The 10 preset programs of the phaser devices cover all common alloy types and welding situations in the dental field. Alloys that were previously considered "difficult to weld", such as palladium-silver, are optimally pre-programmed and no longer pose a problem.
Welding in orthodontics is also possible without any problems using the phaser. And if the situation to be welded requires even lower amounts of energy, the new micro mode also offers a solution for this.
technical tipsuseful tips for your workflow
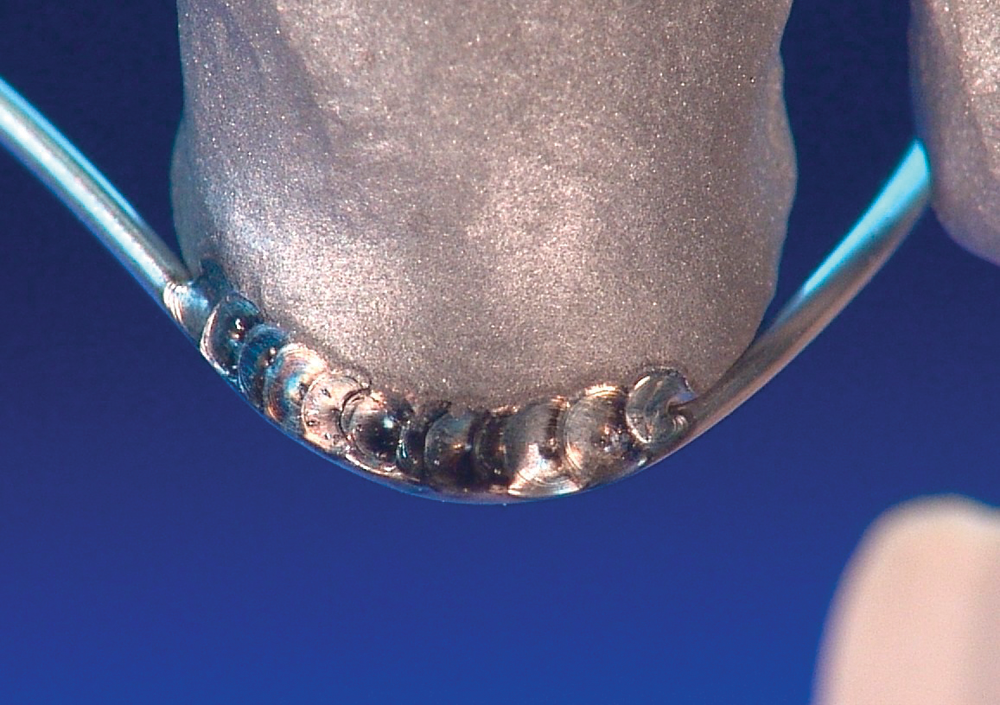
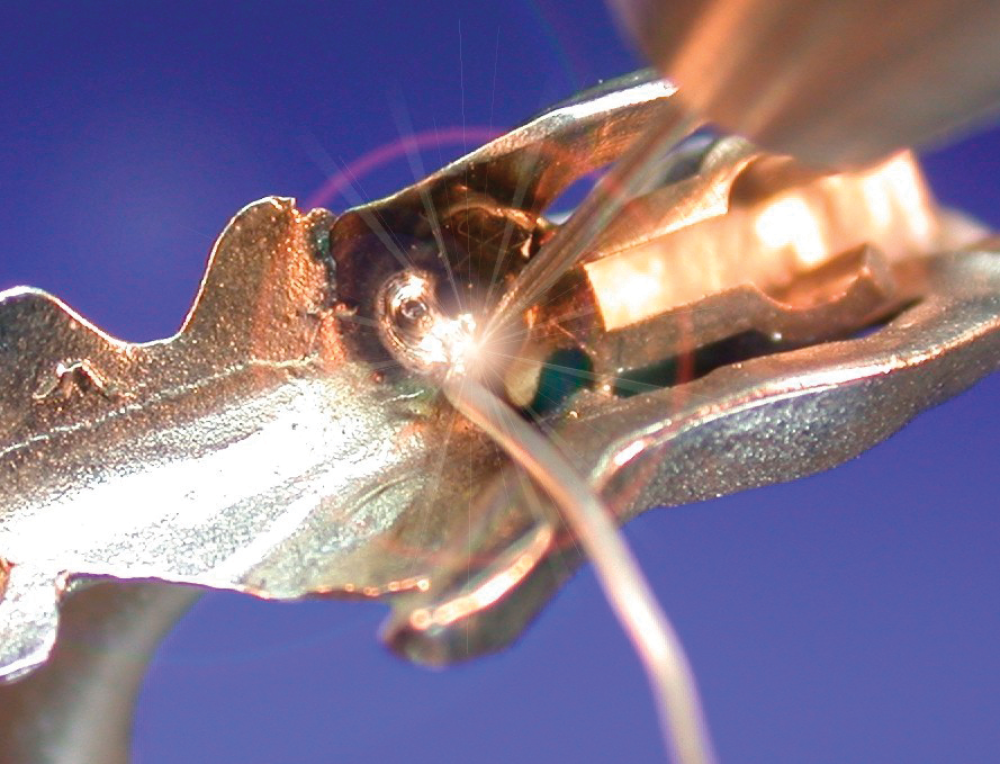
Especially Palladium-Silver alloys and Cobalt-Chrome alloys with relatively high carbon content are said to be difficult to weld. Because of the almost eutectic behavior of these alloy types, micro cracks in the welding spot tend to appear easily.
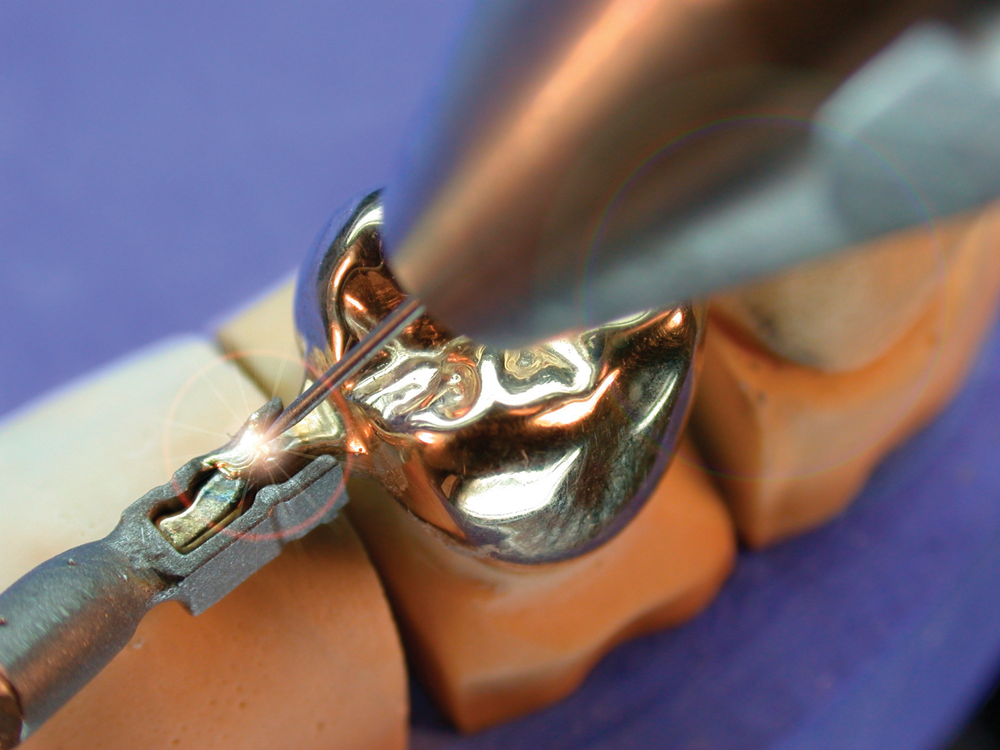
The angle at which the tungsten electrode touches the weld has a significant influence on the penentration depth. Maximum penetration is achieved when the electrode is placed at a 90° angle to the workpiece.
working procedurethe workflows for standard applications
backgrounduseful background information
Only the latest high-performance electronics are used in the manufacture of primotec phaser micro-pulse welders. Combined with precise and reliable precision mechanics, this results in welding equipment of the highest durability.
The phaser welded connection is also extremely durable and biocompatible, as only the same type of lead material is used. By avoiding problematic solders, material mixes and the associated potential differences and crevice corrosion, as well as the resulting health hazards for the patient, are avoided from the outset.
Especially Palladium-Silver alloys and Cobalt-Chrome alloys with relatively high carbon content are said to be difficult to weld. Because of the almost eutectic behavior of these alloy types, micro cracks in the welding spot tend to appear easily.
The angle at which the tungsten electrode touches the weld has a significant influence on the penentration depth. Maximum penetration is achieved when the electrode is placed at a 90° angle to the workpiece.
Only the latest high-performance electronics are used in the manufacture of primotec phaser micro-pulse welders. Combined with precise and reliable precision mechanics, this results in welding equipment of the highest durability.
The phaser welded connection is also extremely durable and biocompatible, as only the same type of lead material is used. By avoiding problematic solders, material mixes and the associated potential differences and crevice corrosion, as well as the resulting health hazards for the patient, are avoided from the outset.
bestseller
phaser bestseller
-
primotec phaser mx3
Bild Control unit with 230 volt mains cable 1 integrated operating panel with turn, push and tilt… read morex
Control unit with 230 volt mains cable 1 integrated operating panel with turn, push and tilt… read morexControl unit with 230 volt mains cable
1 integrated operating panel with turn, push and tilt button
1 handpiece with integrated gas flow
1 box special tungsten electrodes (10 pieces)
1 pc. diamond disc
1 pc. brass brush
1 pc. connecting cable with "crocodile" clamp, black, length 100cm
1 pin welding adapter setstereo 10x microscope
1 fully automatic LCD-Shutter
1 handpiece holding arm with high power LED lighting unit
1 replacement glass for für shutter
1 cover hood for microscopeitem no.:mx3-1152Price7.998,00 € -
Gas connection set
Bild Connection: W21.8 x 1/14" for DE, AT, BE, CH, HU, KR, CZ,... 200 bar pressure reducer for argon 4.6… read morex
Connection: W21.8 x 1/14" for DE, AT, BE, CH, HU, KR, CZ,... 200 bar pressure reducer for argon 4.6… read morexConnection: W21.8 x 1/14" for DE, AT, BE, CH, HU, KR, CZ,...
200 bar pressure reducer for argon 4.6 with pressure display and flow rate meter (l/m), hose quick connector, further gas connection sets for other countries on request
--> absolutely necessary accessoriesitem no.:mx0-0900Price199,00 € -
Special tungsten electrodes
Bild 10 pieces (Ø 0,6mm)x
10 pieces (Ø 0,6mm)x10 pieces (Ø 0,6mm)
item no.:mx0-0100Price59,90 € -
Diamond-Drive (mx3)
Bild Diamond disc grinding motor including diamond disc for sharpening the tungsten electrodes for mx3 (… read morex
Diamond disc grinding motor including diamond disc for sharpening the tungsten electrodes for mx3 (… read morexDiamond disc grinding motor including diamond disc for sharpening the tungsten electrodes for mx3 (115V/230V)
item no.:mx0-0153Price299,00 €
all products
all phaser products
primotec phaser mx3
Control unit with 230 volt mains cable
1 integrated operating panel with turn, push and tilt button
1 handpiece with integrated gas flow
1 box special tungsten electrodes (10 pieces)
1 pc. diamond disc
1 pc. brass brush
1 pc. connecting cable with "crocodile" clamp, black, length 100cm
1 pin welding adapter set
stereo 10x microscope
1 fully automatic LCD-Shutter
1 handpiece holding arm with high power LED lighting unit
1 replacement glass for für shutter
1 cover hood for microscope
Gas connection set
Connection: W21.8 x 1/14" for DE, AT, BE, CH, HU, KR, CZ,...
200 bar pressure reducer for argon 4.6 with pressure display and flow rate meter (l/m), hose quick connector, further gas connection sets for other countries on request
--> absolutely necessary accessories
Footswitch

cable length: 185cm
Special tungsten electrodes
10 pieces (Ø 0,6mm)
Special tungsten electrodes for orthodontics

10 pieces (Ø 0,5mm)
J O K E R - welding assistant

Joker welding assistant Precision tool for distortion-free welding
Included:
- two cast Co-Cr tips
- 12 plastic tips
- Phaser connection cable with plug
- User manual and DVD
Connection cable
for Joker or Quinto, cable length: 100cm
Diamond-Drive (mx1/mx2)
Diamond disc grinding motor including diamond disc for sharpening the tungsten electrodes for mx1 and mx2 (115V/230V)
Diamond-Drive (mx3)
Diamond disc grinding motor including diamond disc for sharpening the tungsten electrodes for mx3 (115V/230V)
Welding pins 1,3mm for pin welding set

10 pieces (Ø 1,3mm) / pack
Pin welding set

includes pin welding adapter and 10 welding pins
Flexcontactband with cable

Cable length: 100cm
Hand rests
for more comfortable and relaxed working, 2 pieces / pack
Brass brush

for cleaning the welding area
Diamond grinding disc

with mandrel, Ø 19 mm, for sharpening the tungsten electrodes with a laboratory handpiece
Diamond disc for Diamond-Drive grinding motor

replacement diamond grinding disc with flange, Ø 19 mm
Connection clamp with black cable
with "crocodile" clip, cable length: 100 cm
Connection clamp with red cable
with "crocodile" clip, cable length: 100 cm
Solder cross tweezers with connection cable

cable length: 70cm
Flat pointed pliers with connection cable

cable length: 70cm
Ceramic nozzle for the phaser handpiece

with ceramic insert
Collet chuck for the phaser handpiece

Tightening nut for the phaser handpiece

phaser bestseller
primotec phaser mx3
Control unit with 230 volt mains cable
1 integrated operating panel with turn, push and tilt button
1 handpiece with integrated gas flow
1 box special tungsten electrodes (10 pieces)
1 pc. diamond disc
1 pc. brass brush
1 pc. connecting cable with "crocodile" clamp, black, length 100cm
1 pin welding adapter set
stereo 10x microscope
1 fully automatic LCD-Shutter
1 handpiece holding arm with high power LED lighting unit
1 replacement glass for für shutter
1 cover hood for microscope
Gas connection set
Connection: W21.8 x 1/14" for DE, AT, BE, CH, HU, KR, CZ,...
200 bar pressure reducer for argon 4.6 with pressure display and flow rate meter (l/m), hose quick connector, further gas connection sets for other countries on request
--> absolutely necessary accessories
Special tungsten electrodes
10 pieces (Ø 0,6mm)
Diamond-Drive (mx3)
Diamond disc grinding motor including diamond disc for sharpening the tungsten electrodes for mx3 (115V/230V)
all phaser products
primotec phaser mx3
Control unit with 230 volt mains cable
1 integrated operating panel with turn, push and tilt button
1 handpiece with integrated gas flow
1 box special tungsten electrodes (10 pieces)
1 pc. diamond disc
1 pc. brass brush
1 pc. connecting cable with "crocodile" clamp, black, length 100cm
1 pin welding adapter set
stereo 10x microscope
1 fully automatic LCD-Shutter
1 handpiece holding arm with high power LED lighting unit
1 replacement glass for für shutter
1 cover hood for microscope
Gas connection set
Connection: W21.8 x 1/14" for DE, AT, BE, CH, HU, KR, CZ,...
200 bar pressure reducer for argon 4.6 with pressure display and flow rate meter (l/m), hose quick connector, further gas connection sets for other countries on request
--> absolutely necessary accessories
Footswitch
cable length: 185cm
Special tungsten electrodes
10 pieces (Ø 0,6mm)
Special tungsten electrodes for orthodontics
10 pieces (Ø 0,5mm)
J O K E R - welding assistant
Joker welding assistant Precision tool for distortion-free welding
Included:
- two cast Co-Cr tips
- 12 plastic tips
- Phaser connection cable with plug
- User manual and DVD
Connection cable
for Joker or Quinto, cable length: 100cm
Diamond-Drive (mx1/mx2)
Diamond disc grinding motor including diamond disc for sharpening the tungsten electrodes for mx1 and mx2 (115V/230V)
Diamond-Drive (mx3)
Diamond disc grinding motor including diamond disc for sharpening the tungsten electrodes for mx3 (115V/230V)
Welding pins 1,3mm for pin welding set
10 pieces (Ø 1,3mm) / pack
Pin welding set
includes pin welding adapter and 10 welding pins
Flexcontactband with cable
Cable length: 100cm
Hand rests
for more comfortable and relaxed working, 2 pieces / pack
Brass brush
for cleaning the welding area
Diamond grinding disc
with mandrel, Ø 19 mm, for sharpening the tungsten electrodes with a laboratory handpiece
Diamond disc for Diamond-Drive grinding motor
replacement diamond grinding disc with flange, Ø 19 mm
Connection clamp with black cable
with "crocodile" clip, cable length: 100 cm
Connection clamp with red cable
with "crocodile" clip, cable length: 100 cm
Solder cross tweezers with connection cable
cable length: 70cm
Flat pointed pliers with connection cable
cable length: 70cm
Ceramic nozzle for the phaser handpiece
with ceramic insert
Collet chuck for the phaser handpiece
Tightening nut for the phaser handpiece
downloads
publications
FAQ´s
Which alloys and metals can I use for welding?
- All precious metal alloys containing gold, silver, platinum and palladium.
- Cobalt-chrome alloys, nickel-chrome and titanium.
- with certain limitations (depending on the alloys), aluminum, stainless steel, tin and most brass alloys.
Do all alloys behave the same during welding?
- No – the welding result depends on the melting range and the thermal conductivity of the alloy. For example, the lower an alloy's thermal conductivity, the less energy (power X impulse time) is required to melt it.
Can I weld right next to acrylic and ceramic?
- Yes – the heat-affected zone during welding with the primotec phaser is comparable to the heat that develops during laser welding.
Can I also weld without inert gas?
- Yes - but welding without shielding gas causes heavy oxidation and soot formation at the welding point.
Without inert gas the spot welds will become porous and loose their stability.
Can I use a different inert gas besides Argon grade 5?
- In principle, yes. However, we recommend Argon grade 5, because we have obtained the best results with it.
How much gas is consumed during welding?
- Each spot weld consumes about 0.1 to 0.2 liters of gas. A 10-liter bottle contains 2,000 liters of gas. That means more than 10,000 welds per filling.
Can I use welding wire?
- Yes – we recommend welding wire made of the same kind of material with a thickness of 0.35mm to 0.50mm.
Can I add solder?
- No – Solder tends to "scorch" because of its low-melting components. That is the reason why you should never weld on solder points.
How deep do spot welds penetrate into the material?
- The penetration depth depends on the energy settings for welding (power X impulse time), the thermal conductivity of the material to be welded and the angle at which the electrode tip is held.
That means that the higher the welding energy and the lower the thermal conductivity, the deeper the penetration of the spot weld will be.
Can I weld different alloys together?
- Yes – You can even weld together alloys that have very different properties, such as gold with cobalt-chrome alloys.
Titanium can only be welded to Titanium
Can the spot welds take up tungsten particles from the electrode tip?
- If the phaser is not operated properly, it cannot be entirely ruled out that tungsten particles may end up in the spot weld. However, this is highly unlikely when the phaser is operated properly.
How thin can the material to be welded be?
- Depending on the material, it should have a minimum layer thickness of 0.1 to 0.2mm.
What kind of operating and maintenance costs can I reckon with?
- The welder is maintenance free.
- Under normal operating conditions, you only have to pay the low costs for Argon gas and for wear-and-tear of the electrodes.
How many spot welds are possible with one electrode?
- Since the tips of tungsten electrodes have to be sharpened, they get shorter over time. Electrode lifetime is about 1,000 spot welds.
Which alloys and metals can I use for welding?
- All precious metal alloys containing gold, silver, platinum and palladium.
- Cobalt-chrome alloys, nickel-chrome and titanium.
- with certain limitations (depending on the alloys), aluminum, stainless steel, tin and most brass alloys.
Do all alloys behave the same during welding?
- No – the welding result depends on the melting range and the thermal conductivity of the alloy. For example, the lower an alloy's thermal conductivity, the less energy (power X impulse time) is required to melt it.
Can I weld right next to acrylic and ceramic?
- Yes – the heat-affected zone during welding with the primotec phaser is comparable to the heat that develops during laser welding.
Can I also weld without inert gas?
- Yes - but welding without shielding gas causes heavy oxidation and soot formation at the welding point.
Without inert gas the spot welds will become porous and loose their stability.
Can I use a different inert gas besides Argon grade 5?
- In principle, yes. However, we recommend Argon grade 5, because we have obtained the best results with it.
How much gas is consumed during welding?
- Each spot weld consumes about 0.1 to 0.2 liters of gas. A 10-liter bottle contains 2,000 liters of gas. That means more than 10,000 welds per filling.
Can I use welding wire?
- Yes – we recommend welding wire made of the same kind of material with a thickness of 0.35mm to 0.50mm.
Can I add solder?
- No – Solder tends to "scorch" because of its low-melting components. That is the reason why you should never weld on solder points.
How deep do spot welds penetrate into the material?
- The penetration depth depends on the energy settings for welding (power X impulse time), the thermal conductivity of the material to be welded and the angle at which the electrode tip is held.
That means that the higher the welding energy and the lower the thermal conductivity, the deeper the penetration of the spot weld will be.
Can I weld different alloys together?
- Yes – You can even weld together alloys that have very different properties, such as gold with cobalt-chrome alloys.
Titanium can only be welded to Titanium
Can the spot welds take up tungsten particles from the electrode tip?
- If the phaser is not operated properly, it cannot be entirely ruled out that tungsten particles may end up in the spot weld. However, this is highly unlikely when the phaser is operated properly.
How thin can the material to be welded be?
- Depending on the material, it should have a minimum layer thickness of 0.1 to 0.2mm.
What kind of operating and maintenance costs can I reckon with?
- The welder is maintenance free.
- Under normal operating conditions, you only have to pay the low costs for Argon gas and for wear-and-tear of the electrodes.
How many spot welds are possible with one electrode?
- Since the tips of tungsten electrodes have to be sharpened, they get shorter over time. Electrode lifetime is about 1,000 spot welds.